
Enjeksiyon qəliblərisənaye istehsalı üçün əsas texnoloji avadanlıqlardır, plastik hissələrin istehsalı üçün qəliblərdən istifadə edilməsi, istehsalın səmərəliliyini təmin etmək, keyfiyyəti təmin etmək asan, aşağı istehsal xərcləri kimi bir sıra üstünlüklərə malikdir, enjeksiyon qəlibləri sənaye istehsalında getdikcə daha çox istifadə olunur.Enjeksiyon qəlibinin ən mühüm prosesi kimi onun qəliblərinin keyfiyyəti məhsulların keyfiyyətinə birbaşa təsir edir, qəliblərin istehsal xərcləri isə müəssisələrin inkişaf xərclərinin böyük hissəsini tutur.Beləliklə, plastik məhsulların maya dəyərini azaltmaq, müəssisənin məhsuldarlığını və rəqabət qabiliyyətini artırmaq üçün enjeksiyon qəliblərinin xidmət müddətini / atış müddətini yaxşılaşdırmaq əhəmiyyətli təsir göstərir.
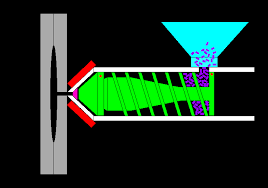
Plastik enjeksiyon qəlibləmə prosesi əsasən plastik xammaldır, plastikləşdirmə qızdırıldıqdan sonra enjeksiyon maşınının lüləsində, enjeksiyon maşınının vida hərəkətində, plastik müəyyən bir temperatura çatdıqdan sonra, enjeksiyon maşınının başlığı vasitəsilə qəlib boşluğuna müəyyən təzyiq və sürət ilə və sonra təzyiqdən sonra qəlib, məhsulun soyudulması və qəlibin açılması və plastik hissələrin alınması.

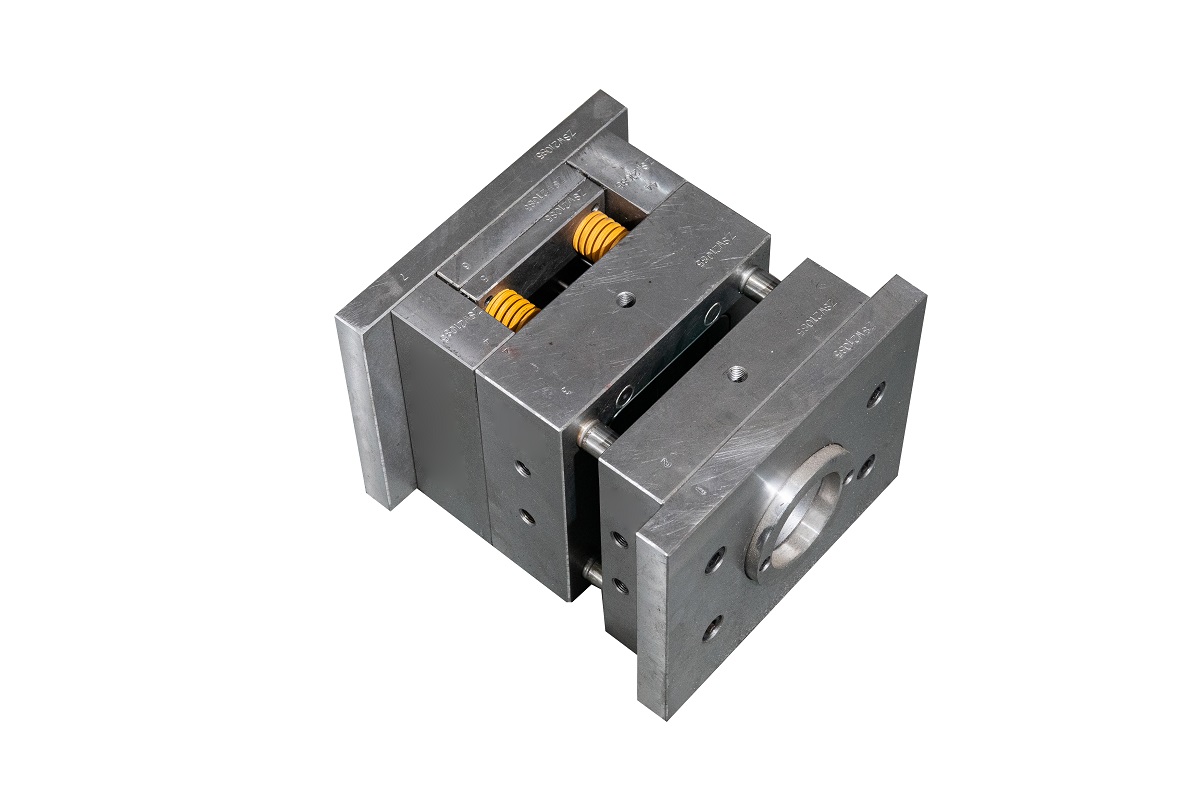
Enjeksiyon qəlibləmə prosesi zamanı qəlibin səthi qəlib bağlandıqda təzyiqə, qəlib boşluğundakı plastik ərimənin təzyiqinə və qəlib açıldıqda çəkmə qüvvəsinə, bunun da plastik ərimənin təzyiqinə dözməlidir. boşluq üzərində ən əhəmiyyətlidir.Eyni zamanda, qəlib müəyyən bir temperatur şəraitində saxlanmalı, kalıbın temperaturu dövri dəyişikliklərə nail olmağa çalışmalıdır, müştəri tələbləri kalıbın temperaturu yüksək olmalıdır ki, bu da izin həllini effektiv şəkildə azalda bilər və plastik hissələri qəlib temperaturundan kənarlaşdıra bilər. aşağı olmalıdır.Əks halda məhsulun deformasiyası nisbətən böyük olacaq.Belə iş şəraitində qəlib, əsasən temperatur və təzyiqin təsiri altında həddindən artıq deformasiyaya və isti və soyuq yorğunluğun qırılmasına həssasdır.
Plastik qəlib boşluğunun doldurulması prosesində, qəlib əmələ gətirən hissələri yüksək temperatur və yüksək təzyiqlə ərimə ilə təmizləmə, axın sürtünməsi, məhsulun qəlibdən çıxarılması prosesində, boşluq və özək və plastik hissələrin iş prosesində sürtünmə əmələ gəlməsi asan olur, nəticədə kalıbın aşınması fenomenində.Eyni zamanda, qəlibin tez-tez açılıb-bağlanması səbəbindən qəlibin bələdçi hissələri və qəlib hissələri aşınmaya meyllidir və nəticədə boşalma baş verir.


Kalıplama prosesində bəzi plastiklər yüksək temperatur və təzyiq altında parçalanaraq korroziyalı qazlar əmələ gətirəcək, bu da qəlibin səthini asanlıqla korroziyaya uğradacaq və zədələyərək qəlibin səthinə ziyan vuracaq.
Enjeksiyon qəliblərinin istehsalı müəyyən bir rəqəmə çatdıqda, kalıbın həddindən artıq aşınması səbəbindən məhsulun səth keyfiyyəti tələblərə çata bilmir, məhsulun daşması və uçan kənarı ciddi olur, qəlib boşluğu və nüvəsi təmir edilə bilməz, kalıbın ömrü başa çatır.Kalıp sıradan çıxmazdan əvvəl tamamlanan plastik hissələrin ümumi sayı qəlibin ömrü kimi də tanınır.
Göndərmə vaxtı: 26 iyul 2022-ci il